Die Casting
Capabilities
CM International produces die casted parts from 1”-30” in size (12mm-750mm) and works with many materials. We offer a 12 week lead time for large orders and our tolerances are always to customer specifications based on the size of the part, with general tolerance per ISO 2768 /ASME Y14.5-2009.
Materials
Secondary services:
Machining: Conventional Milling and Turning; CNC Machining and Turning.
Plating: Zinc Plating, Chrome Plating, Tin Plating, Nickel Plating, E-coating, Black Oxide, Anodize, etc.
Heat Treatments: Annealing, Normalizing, Tempering, Quenching, Induction Harding etc.

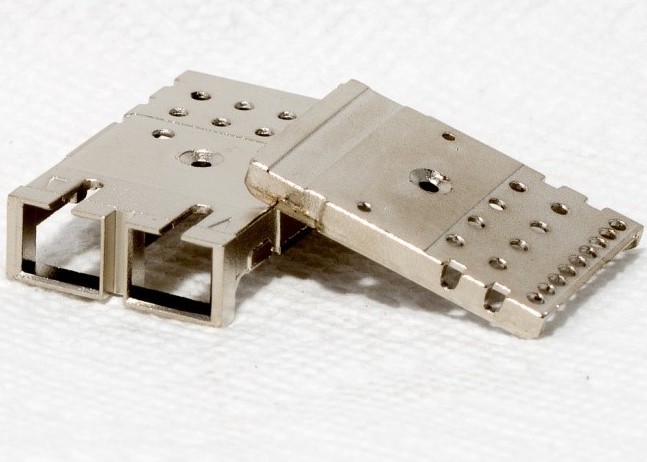



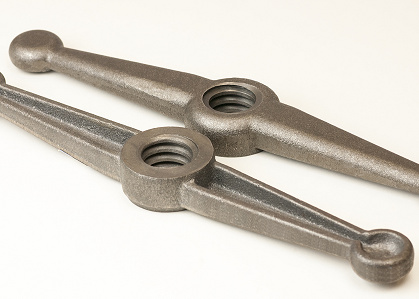
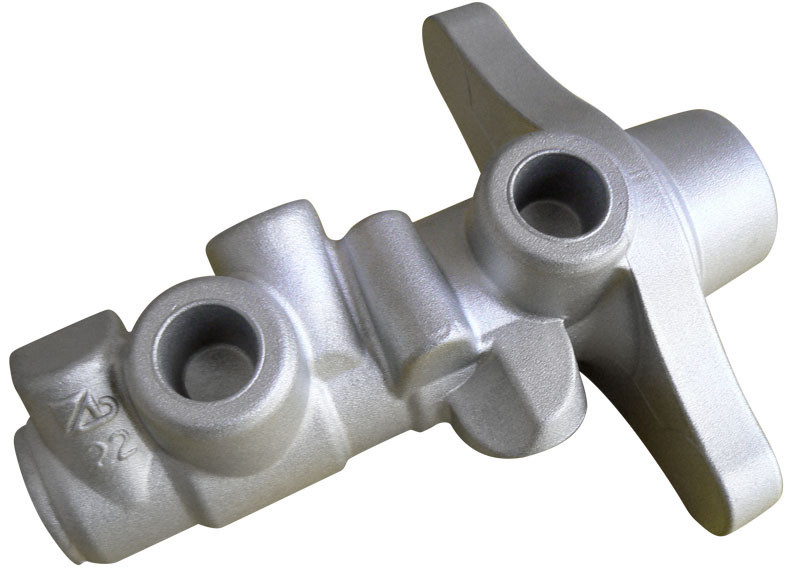
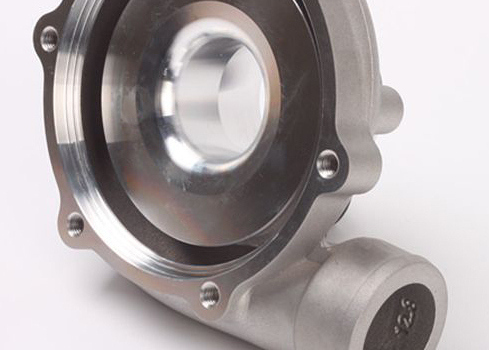
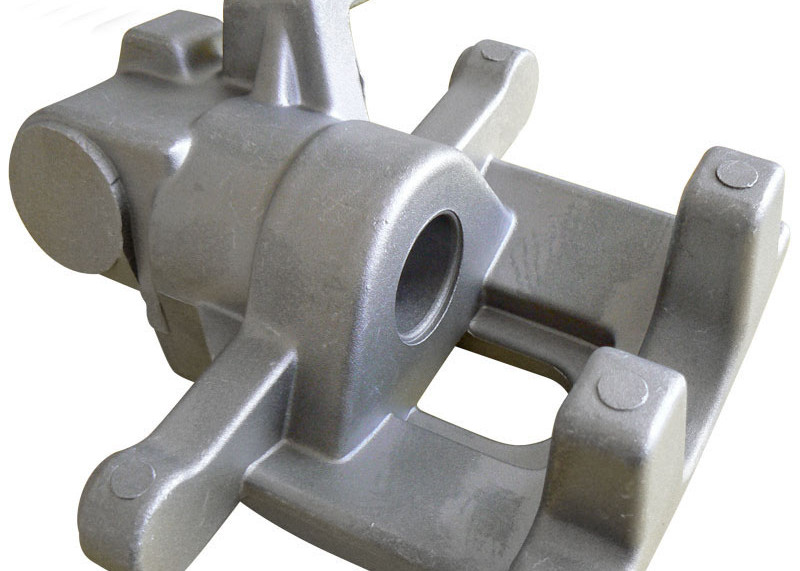
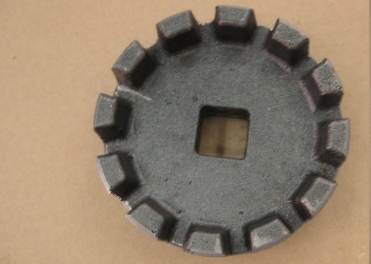
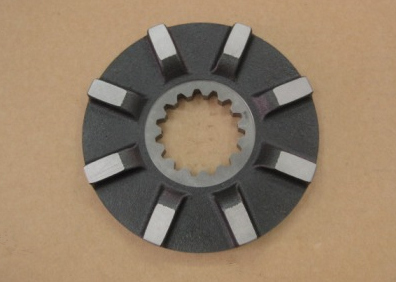
Die casting is a high-pressure casting process where molten non-ferrous metals are forced into a steel mold (die) to form complex, precise parts with excellent dimensional accuracy. It is ideal for mass production in industries such as automotive and electronics. Although it involves initial tooling costs, the process uses reusable dies, allowing for high production rates and tight tolerances, good for repeatability.